Выбор правильного типа эжекторной резины оказывает огромное влияние на качество высечки и готовой упаковки, а также на скорость штанцевального автомата. Поэтому к выбору соответствующего эжекторного материала: резины, профиля или вулколлана, необходимо подходить с большой тщательностью, а так же необходимо учитывать способ обрезинивания.
а. Выбор эжекторной резины для штанцформы
Губчатая резина, микропористая резина, микропористый полиуретан (вулколан), ЭВА: Данные сорта резины обладают высокой гибкостью и эластичностью. Особенно хорошо зарекомендовала себя микропористая резина с закрытыми порами, которая к тому же обладает длительным сроком службы.
б. Обрезинивание
- с внешней стороны использовать резину с закрытыми порами. В процессе штанцевания внутри штанцформы, вследствие сжатия, образуется давление; таким образом, происходит выталкивание штанцуемого материала.
- клей должен обеспечивать оптимальное схватывание резины (особенно при использовании профильной резины). Но вместе с тем резина должна хорошо отделяться от штанцформы. Рекомендуется использовать резину с предварительно нанесенным клеевым слоем.
- с экологической точки зрения следует обязательно учитывать безопасность клеящих средств.
в. Удерживающие засечки
Как уже описывалось в статье об удерживающих засечках, обрезинивание оказывает большое влияние на количество удерживающих засечек. Поэтому по возможности удерживающие засечки не обклеиваются резиной. Исходя из этого, мы рекомендуем:
- отшлифовывать удерживающие засечки непосредственно перед обрезиниванием.
- заказывать штанцформы без наклеенной резины (резина в комплекте со штанцформой), чтобы иметь возможность самостоятельно оптимально расположить удерживающие засечки.
Удерживающие засечки, обклеенные резиной, теряют около 30% эффективности удерживания.
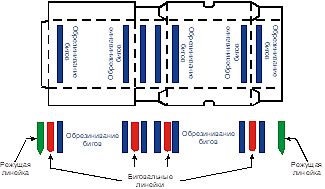
Обрезинивание штанцформы имеет две основополагающие функции:
- Установка и фиксация обрабатываемого материала перед штанцевальным процессом
- снятие и удаление с линеек обрабатываемого материала после штанцевального процесса
При обрезинивании необходимо учитывать четыре основных отличительных признака:
- a. Обрезинивание первой линейки (грейферная кромка)
- b. Обрезинивание разделительных линеек (линейки с засечками)
- c. Обрезинивание линеек без удерживающих засечек
- d. Обрезинивание области отходов (пазы, фальцы и т.д.)
a. Обрезинивание первой линейки (грейферная кромка)
Важную роль играют засечки, расположенные на первой линейке, которые удерживают грейферную кромку с остальной формой. Эти удерживающие засечки ни в коем случае не должны быть нарушены во время штанцевального процесса.
Это может гарантировать только очень жесткая резина, нанесенная очень точно для соответствующей штанцевальной машины.
Различие отдельных штанцевальных машин в грейферной кромке.
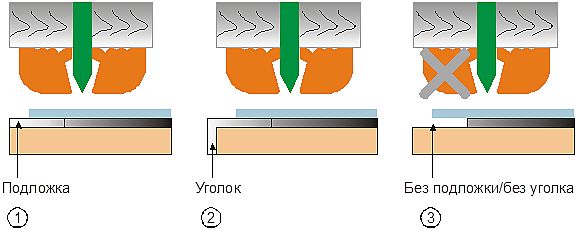
- С подложкой (делает возможной высечку без грейферной кромки). Возможно обрезинивание первого ножа с двух сторон.
- С уголком (делает возможной высечку без грейферной кромки). Возможно обрезинивание первого ножа с двух сторон.
- Без подложки и без уголка. Обрезинивание возможно только внутри заготовки. Ни в коем случае не обрезинивать с двух сторон, так как в этом случае из-за отсутствия опоры при надавливании резиной может произойти обрыв материала.
Если конструкция штанцавтомата позволяет двухстороннее обрезинивание на грейферной кромке, то необходимо воспользоваться этой возможностью. Однако резина не должна ни в коем случае находиться вне заготовки, на месте грейферного зажима.

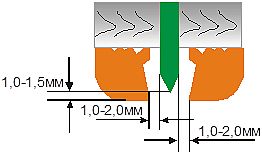
Резина должна располагаться приблизительно в 1,0-2,0 мм от режущей линейки, так как иначе существует опасность разрыва удерживающих засечек из-за растяжения резины после процесса сжатия.
Высота резины должна выбираться так, чтобы она была выше режущей линейки на ≈ 1,0 – 1,5 мм.
Обязательно обратите внимание на толщину подложки.
Что касается «отмарывания» резины в области заготовок, фиксации картона на штанцформе, деформации в процессе сжатия, а также защиты удерживающих засечек, необходимо ещё раз подчеркнуть возможность использования хорошо себя зарекомендовавших сортов профильной резины (например, профильной губчатой резины).
Виды сортов резины, которые имеют вышеперечисленные преимущества, – это микропористый вспененный полиуретан (Вулколлан, Vulkollan) и эластомеры в профильном выполнении, они бывают разной жесткости.
b. Обрезинивание разделительных линеек (линеек с удерживающими засечками)
В целом для разделительных линеек подходят качественные характеристики, перечисленные в пункте а) – Обрезинивание первой линейки (грейферной кромки).
Дополнительно здесь добавляется все же повышенная чувствительность отпечатанных материалов, в особенности темным цветом (темно-синий, черный и т.д.), а также картон с лакированием.
Здесь также действует правило, требующее установки более жестких сортов резины и профилей. Если при этом будет возникать нежелательное «отмарывание» (места надавливания), необходимо заменить резину на менее жесткую по Шору.
Также, чтобы добиться позитивных результатов, рекомендуется использовать широкие полоски резины более мягкого сорта. Как правило, при обработке картона используют резину шириной 7 мм. Если резина с такой шириной вызывает «отмарывание» (места надавливания), необходимо выбрать сорт резины с более низкой жесткостью по Шору. Более мягкий сорт резины, например, шириной 15мм отвечает тем же требованиям, что и более твердый сорт резины с меньшей шириной.
c. Обрезинивание линеек, не имеющих удерживающих засечек
В отличие от обрезинивания первой линейки или разделительных линеек, резина на линейках, не имеющих удерживающих засечек, выполняет эжекторную функцию – т.е. выталкивание картона после штанцевания.
Исходя из этого основным качеством резины, предназначенной для обрезинивания линеек без удерживающих засечек, является её эластичность (способность к восстановлению).
Оптимальным восстановлением обладают, как правило, все сорта резины, способные сжиматься, по меньшей мере, до 50% своей нормальной высоты.
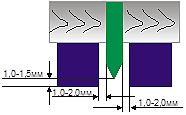
Резина должна располагаться приблизительно в 1,0-2,0 мм от режущей линейки, так как иначе сжатие будет вызывать нежелательное боковое давление на режущую линейку и, как следствие, сокращать срок её службы.
Высота резины должна выбираться так, чтобы она была выше режущей линейки приблизительно на 1,0-1,5мм.
Обязательно обратите внимание на толщину подложки.
Пример резины, отвечающей всем вышеуказанным требованиям: губчатая резина жесткостью 30-35°по Шору.
d. Обрезинивание в области отходов.
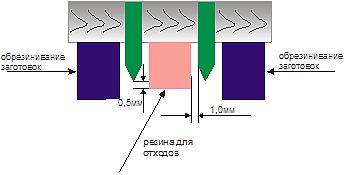
Обрезинивание в области отходов необходимо для того, чтобы придать жесткость (сделать опору) всему материалу. Картон не должен ни в коем случае проваливаться/сбрасываться, так как в этом случае отходы останутся в области тигеля и могут попасть в биговальные каналы. Отштанцованные заготовки будут в этом случае непригодны. Чтобы получить не эффект проваливания, а именно эффект выталкивания, особое внимание нужно уделить высоте резины для отходов. В отличие от до сих пор описываемых свойств резины, для обрезинивания в области отходов, резина должна быть выше режущей линейки не более чем на 0,5 мм.
Резина располагаемая в области отходов, которая, как правило, обладает очень высокой жесткостью по Шору (60-70°) ни в коем случае не должна при приклеивании полностью заполнять пространство. Расстояние до режущей линейки должно составлять приблизительно 1,0мм. Отдельные области отходов имеют большое число стыков линеек, и находятся под угрозой раздавливания из-за слишком узкой или слишком высокой приклеенной резины.
Ниже показан пример выбора резины для элемента штанцформы. В узком месте шлица вставка из вулколлана так как вулколлан, в отличие от резины, при сжатии не расширяется в стороны. Во-вторых, жесткость его 50 ШОР, что позволяет более эффективно выталкивать узкие отходы.
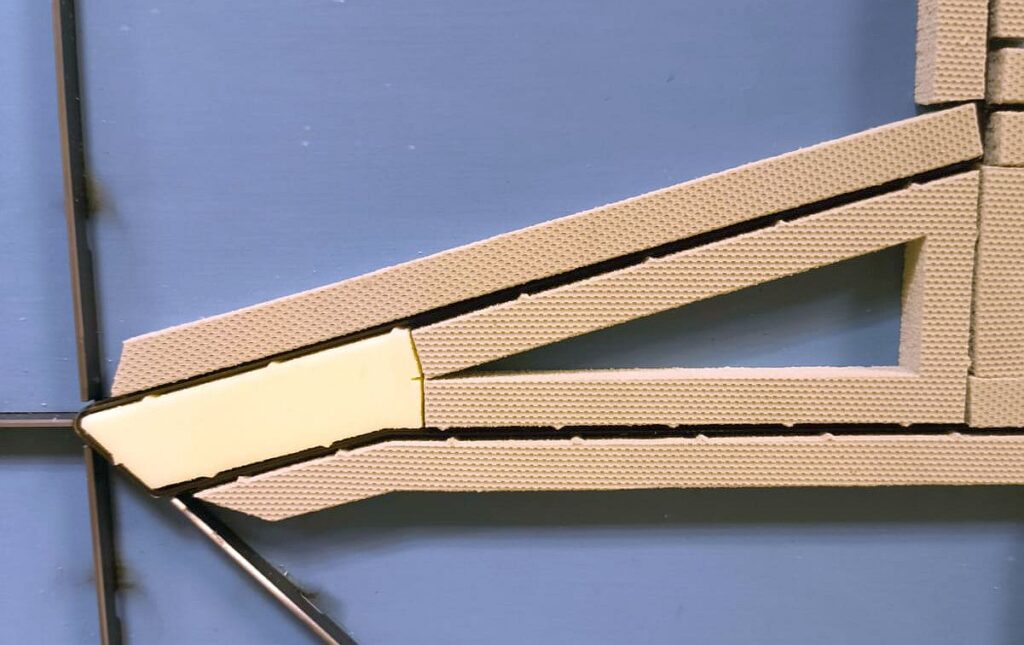
Необходимо обращать внимание на то, чтобы резина не давила на контрбиговку. Резину необходимо соответствующим образом обработать (сделать надрез), так как иначе есть опасность «отмарывания» (возникновения мест надавливания).
Прочие виды специального применения резины.
а) Двухсторонний напечатанный картон (напр. в косметической промышленности).
В области обработки двухстороннего напечатанного картона возникает проблема «бахромистости» и «растрескивания» картона в местах реза. В данном случае помогает очень жесткая резина с соответствующим профилем, которая в этом особенном случае вплотную (без отступа 1,0-2,0 мм) приклеивается к режущей линейке. Здесь в виде исключения можно применять корковый профиль с соответствующим профилем, но лучше все же эластомер (прибл. 65-70 по Шору) с тем же профилем.

b. Размещение бигов на материале с высокой степенью переработки.
Часто в случае с вторичными материалами случается, что, несмотря на оптимальные выбранные размеры биговальных линеек и каналов, биги обнаруживают некоторую неправильность, на внутренней стороне картона уже близки к срыву, или при 180° фальцовке на местах надавливания проявляются трещины. Во многих случаях на помощь приходит обрезинивание биговальных линеек, оно явно улучшает результат. За счет этого обрезинивания (губчатая резина 30-35 по Шору) минимизируется напряжение поверхности картона, возникающее из-за действия биговальных линеек. Вдоль биговальных линеек (чаще всего в направлении волокна) на расстоянии 0,5 мм должна наноситься губчатая резина.